Static electricity is just one of several sources of ignition regularly identified as being responsible for the ignition of combustible atmospheres (gas and/or dust), and there are a range of site-wide operations that can result in the generation of static electricity. Whether the operation involves filling, dispensing flammables or conveying/tipping powders into vessels, static electricity can be generated just through the movement of the material being processed or handled.
Because static electricity has long been known to present an ignition source in hazardous area operations, it is highlighted in legislation.
In Annex II of the ATEX Directive 2014/34/EU, it states the following:
Section 1.3.2 “Hazards arising from static electricity”
- “Electrostatic charges capable of resulting in dangerous discharges must be prevented by means of appropriate measures.”
In carrying out the obligations laid down in Articles 6 and 9 of Directive 89/391/EEC, the employer shall assess the specific risks arising from explosive atmospheres, taking account at least of:
- “the likelihood that explosive atmospheres will occur and their persistence,
- the likelihood that ignition sources, including electrostatic discharges, will be present and become active and effective,
- the installations, substances used, processes, and their possible interactions,
- the scale of the anticipated effects.”
Explosion risks shall be assessed overall.





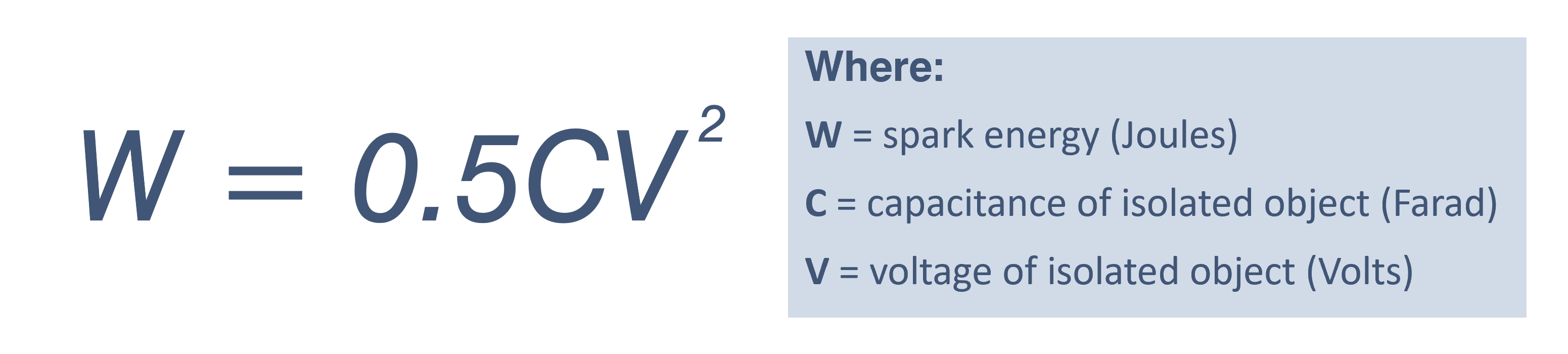
As the voltage rapidly rises and the electrical field strength around the surface of the drum passes 3000 volts per millimetre (the breakdown voltage of air at ambient conditions), there is a real risk that an electrostatic spark will be discharged from the surface of the drum into the potentially combustible atmosphere. In order to initiate combustion of the atmosphere, assuming it is within its ignitable range, the energy of the resulting spark must exceed the Minimum Ignition Energy (MIE) of the surrounding flammable atmosphere.

The potential energy of an electrostatic spark discharge can be illustrated in the formula: