Technical Article
Hydrogen Safety
Case Studies
Storing and Handling Flammable Liquids Safely
Application Spotlight
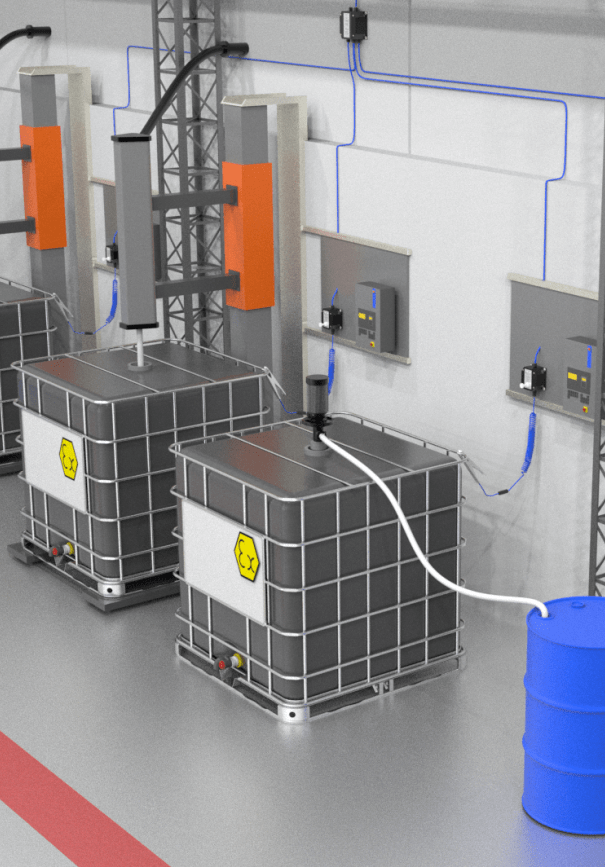
Grounding Multiple Metal Containers

Technical Article
Resistance Vs Impedance Vs Capacitance
Videos
Earth-Rite® DGS Animation

Applications Handbook
Grounding & Bonding Applications Handbook

Technical Article
New Innovation in Static Grounding Protection

Technical Article
Specifying a HAZLOC/EX static control solution

Technical Article
Passive or Active Grounding

Technical Article
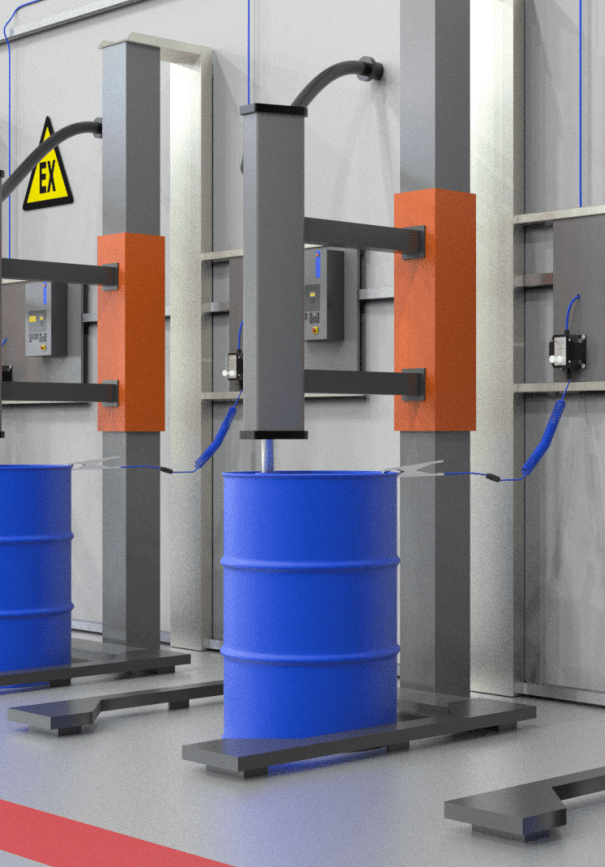
Static Ignition Risks of Drum Filling

Technical Article
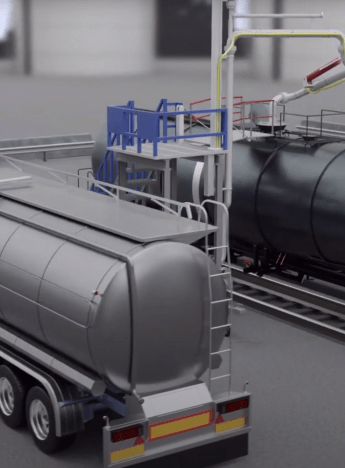
Earth-Rite DGS Transloading Operations

Case Studies
Risk of Electrostatic Ignition during Storage Tank Cleaning Operations